
Sijoitusvalu
Investointivalu, joka tunnetaan myös nimellä vaha-vahan valu tai tarkkuusvalu, on prosessi, jota on harjoitettu tuhansia vuosia, ja kadonnut vahaprosessi on yksi vanhimmista tunnetuista metallinmuodostustekniikoista.
Monimutkaisen ja geometrisen rakenteen takia investointivalut valmistetaan verkon muotoon tai lähellä verkon muotoa, mikä minimoi toissijaisten prosessien, kuten sorvauksen, sorvauksen tai muun tarpeen. koneistus prosessi.
Sijoitusvalu on valmistusprosessi, joka voidaan jäljittää yli 5000 vuotta sitten. Siitä lähtien, kun mehiläisvaha muodosti mallin, nykypäivän korkean teknologian vahoille, tulenkestäville materiaaleille ja erikoiseoksille, menetetty vahavalu varmistaa, että laadukkaita komponentteja tuotetaan tarkkuuden, toistettavuuden ja eheyden eduilla.
Sijoitusvalu on saanut nimensä siitä, että kuvio on sijoitettu tai ympäröity tulenkestävällä materiaalilla. Vahakuviot vaativat äärimmäistä huolellisuutta, koska ne eivät ole riittävän vahvoja kestämään muotinvalmistuksen aikana kohdattuja voimia.

Sijoitusvalu
Mitä voimme saavuttaa kadonneen vahan sijoittamisen avulla
Kadonneen vahan sijoitusvalut voivat saavuttaa mittatoleranssiluokan CT4 ~ CT7 ISO 8062 -standardin mukaisesti. Täysin organisoidut laitteistomme ja automaatioprosessisäätömme mahdollistavat yhdenmukaiset ja toistettavat toleranssit jopa ± 0,1 mm. kadonneet vahanvaluosat voidaan valmistaa myös laajalla kokoluokalla, ne voivat olla jopa 10 mm pitkiä x 10 mm leveitä ja 10 mm korkeita ja painavat vain 0,01 kg tai jopa 1000 mm pituisia ja jopa 100 kg .
RMC on alan johtava korkealaatuisten sijoitusvalukappaleiden valmistaja, joka on sitoutunut tuottamaan erinomaista laatua, erinomaista arvoa ja poikkeuksellisen asiakaskokemuksen. RMC: llä on kokemusta, teknistä asiantuntemusta ja laadunvarmistusprosesseja johdonmukaisesti ja luotettavasti laajan valikoiman valuja jatkokäsittelyllä.
• Suurin valukoko: 1000 mm × 800 mm × 500 mm
• Valettu painoalue: 0,5 kg - 100 kg
• Vuotuinen kapasiteetti: 2000 tonnia
• Bond-materiaalit kuoren rakentamiseen: Piidioksidi, vesilasi ja niiden seokset.
• Casting Tolerances: CT4 ~ CT7 tai pyynnöstä.

Kuoren tekeminen sijoitusvalun aikana
Mitä metalleja ja seoksia voimme kaataa sijoitusvalulla
sijoitusvalimoRMC pystyy täyttämään monenlaiset seosmateriaalimääritykset ASTM-, SAE-, AISI-, ACI-, DIN-, GOST-, EN-, ISO- ja GB-standardien mukaisesti. Meillä on yli 100 erilaista rauta- ja ei-rautaseosta, joiden kanssa heitämme osia monimutkaisen suunnittelurakenteen avulla.
• Harmaa valurauta:HT150 ~ HT350; GJL-100, GJL-150, GJL-200, GJL-250, GJL-300, GJL-350; GG10 ~ GG40.
• Pallografiittivalurauta (solurauta):GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2.
• Hiiliteräs: AISI 1020 ~ AISI 1060, C30, C40, C45.
• Terässeokset: ZG20SiMn, ZG30SiMn, ZG30CrMo, ZG35CrMo, ZG35SiMn, ZG35CrMnSi, ZG40Mn, ZG40Cr, ZG42Cr, ZG42CrMo jne.
• Ruostumaton teräs: 304, 304L, 316, 316L, 1.4401, 1.4301, 1.4305, 1.4307, 1.4404, 1.4571 ... jne.
• Messinki, pronssi ja muut kuparipohjaiset seokset
• Korroosionkestävä teräs, meriveden kestävä teräs, korkean lämpötilan teräs, erittäin veto teräs, kaksipuolinen ruostumaton teräs.
• Muut seokset pyynnöstä tai ASTM, SAE, AISI, GOST, DIN, EN, ISO ja GB mukaan.

Ruostumattoman teräksen sijoitusvalu
Vaiheet menetetyn vahan sijoittamiseen
Sijoitusvalu on monivaiheinen prosessi, joka tuottaa lähes verkon muodon tarkkuusvaluosat. Prosessi alkaa vahan ruiskuttamisesta muottiin lopullisen tuotteen kuvion luomiseksi. Sitten kuviot kiinnitetään vahakiskopalkkeihin klusterin luomiseksi.
Investointivaluprosessin aikana erityinen kone kastaa klusterin toistuvasti lieteeseen keraamisen kuoren kehittämiseksi, ja sitten vaha poistetaan höyryautoklaavissa. Kun vaha on poistettu, keraaminen kuori ammutaan ja täytetään sitten sulalla metallilla osan muodostamiseksi. Yksi investointivalun etu on, että vahaa voidaan käyttää uudelleen.
Investointivalu (kadonnut vahanvaluprosessi) vaatii metallisuulakkeen (yleensä alumiinina), vahan, keraamisen lietteen, uunin, sulan metallin ja muut koneet, joita tarvitaan vahan ruiskuttamiseen, hiekkapuhallukseen, tärinäpuristamiseen, leikkaamiseen ja jauhamiseen. Sijoitusvaluprosessi sisältää pääasiassa seuraavat vaiheet:
1- Metal Die Making
Halutun valetun osan piirustusten ja vaatimusten perusteella suunnitellaan ja valmistetaan yleensä alumiinista valmistettu metallimuotti tai muotti. Ontelo muodostaa saman kokoisen ja rakenteen halutun valetun osan.
2- Vahan injektio
Tunnetaan myös kuvion muodostukseksi, kadonneen vahan valumallit luodaan ruiskuttamalla sulaa vahaa yllä olevaan metallimuottiin.
3- Lietteen kokoonpano
Vahakuviot kiinnitetään sitten porttijärjestelmään, joka on yleensä joukko kanavia, joiden läpi sula metalli virtaa muottionteloon. Sen jälkeen muodostuu puun kaltainen rakenne, joka soveltuu massatuotantoon.
4- Kuorirakennus
Investointivalujen ulkokuoren kotelo rakennetaan upottamalla keraaminen kylpyamme ja päällystetään sitten välittömästi hiekalla useita kertoja.
5- Vahanpoisto
Tarkan sijoitusvalun sisempi ontelo vahataan, mikä jättää onton ulkokeraamisen kuorikerroksen. Ontelot ovat vain sama tila kuin halutut valukappaleet.
6- Kaatamista edeltävä analyysi
Kaatamista edeltävä analyysi tarkoittaa, että valimon on tarkastettava ja analysoitava sulan metallin kemiallinen koostumus sen selvittämiseksi, täyttävätkö ne vaaditut numerot vai stardardin. Joskus tämä analyysi tehdään useita kertoja.
7- Kaataminen ja jähmettyminen
Keraaminen kuori, jossa ontelo, on esilämmitettävä ennen kaatamista. Tämä estää iskuja ja keraamisen kuoren halkeilua, kun nestemäinen metalli korkeassa lämpötilassa kaadetaan onteloon.
8- Sahaus tai leikkaus
Kun metalli on jäähtynyt ja jähmettynyt, valetut osat poistetaan porttijärjestelmän puuryhmästä ravistamalla, leikkaamalla tai sahaamalla yksittäinen valettu osa.
9- Kuulapuhallus ja toissijainen käsittely
Valuosa räätälöidään sitten täysin jauhamalla tai lisälämpökäsittelyillä. Toissijaista työstöä tai pintakäsittelyä saatetaan tarvita myös osan vaatimuksista riippuen.
10- Pakkaus ja toimitus
Sitten kadonneiden vahanvaluosien mitat, pinta, mekaaniset ominaisuudet ja muut vaaditut testit testataan ennen pakkaamista ja toimittamista.

Vahakuviot

Kuorikuivaus

Jäähdytys ja jähmettyminen

Hionta ja puhdistus
Kuinka tarkastamme sijoitusvaluja
• Spektrografinen ja manuaalinen kvantitatiivinen analyysi
• Metallografinen analyysi
• Brinellin, Rockwellin ja Vickersin kovuustarkastus
• Mekaaninen ominaisuusanalyysi
• Matalan ja normaalin lämpötilan iskutestaus
• Puhtaustarkastus
• UT-, MT- ja RT-tarkastus

Mitä palveluita luotamme sijoitusvaluun

Työkalujen varasto

Vahakuvioiden injektio
Vahakuvioiden injektio

Vahan ruiskutuskone

Kuoren tekeminen

Kuoren tekeminen
Kuorikuivaustyöpaja

Shell sijoitusvaluun

Kuorikuivaus

Kuori on valmis valettavaksi

Jäähdytys ja jähmettyminen

Investointien valu prosessi
Mitkä toimialat palvelevat sijoitusvalumme
Investointivalulla valmistetut osat Niitä käytetään monenlaisten esineiden valamiseen, mukaan lukien monimutkaisten rakenteiden korkealaatuiset, korkean suorituskyvyn teolliset osat. Sijoitusosien soveltaminen kattaa laajan valikoiman teollisuudenaloja, yrityksessämme niitä käytetään tyypillisesti seuraavilla alueilla:
| • Rautatiejunat | • Logistiikkalaitteet |
| • Raskaat kuorma-autot | • Maatalouslaitteet |
| • Autoteollisuus | • Hydrauliikka |
| • Rakennuskoneet | • Moottorijärjestelmät |

Sijoitusvalujen sovellukset
Tyypillinen Sijoitusvalut Tuotamme

Messinkisijoitusvalu

Investointien valuosat

Sijoitusvalutuote

Ruostumattomasta teräksestä valmistettu valupumpun kansi
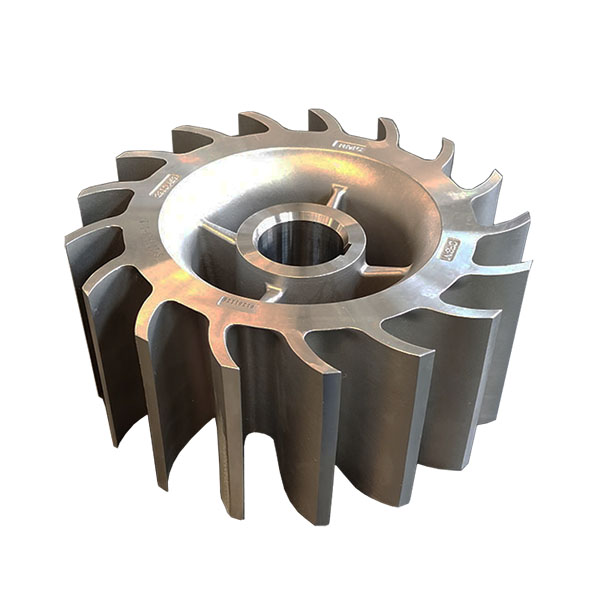
Ruostumattomasta teräksestä valmistettu juoksupyörä

Custom Steel Investment -valu

Kadonnut vahavaluosa

Harmaa valurauta investointivalu
Voimme tehdä enemmän tarjoamalla sijoitusvaluja ja muita palveluita:
RMC: llä olemme ylpeitä voidessamme tarjota asiakkaillemme palvelua patterin suunnittelusta aina valmiit valukappaleetja toissijaiset prosessit. Palveluihimme kuuluvat:
- Kuviosuunnittelu ja kustannussäästöt.
- Prototyyppikehitys.
- Tuotantotutkimus ja -kehitys.
- Valmistuksen joustavuus.
- Pätevyys ja testaus.
- Lämpökäsittely ja pintakäsittely saatavilla.
- Tuotantokapasiteetin ulkoistaminen

Ruostumattomasta teräksestä valmistetut investointivalut
Miksi valitset RMC: n tuottamaan sijoitusvaluja
On useita syitä valita RMC sijoitusvalun lähteeksi. Kun teet päätöksen, saatat välittää seuraavista asioista, joita palvelemme hyvin:
- Suunnittelutiimi, jonka jäsenet keskittyvät metallivalukenttään.
- Laaja kokemus monimutkaisista geometriaosista
- Laaja valikoima materiaaleja, mukaan lukien rauta- ja ei-rautaseokset
- Talon sisällä CNC-työstö ominaisuuksia
- Yhden luukun ratkaisut sijoitusvaluihin ja toissijaisiin prosesseihin
- Tasainen laatu taattu ja jatkuva parantaminen.
- Tiimityö, mukaan lukien työkalujen valmistajat, insinöörit, valimiehet, kone- ja tuotantoteknikot.
