

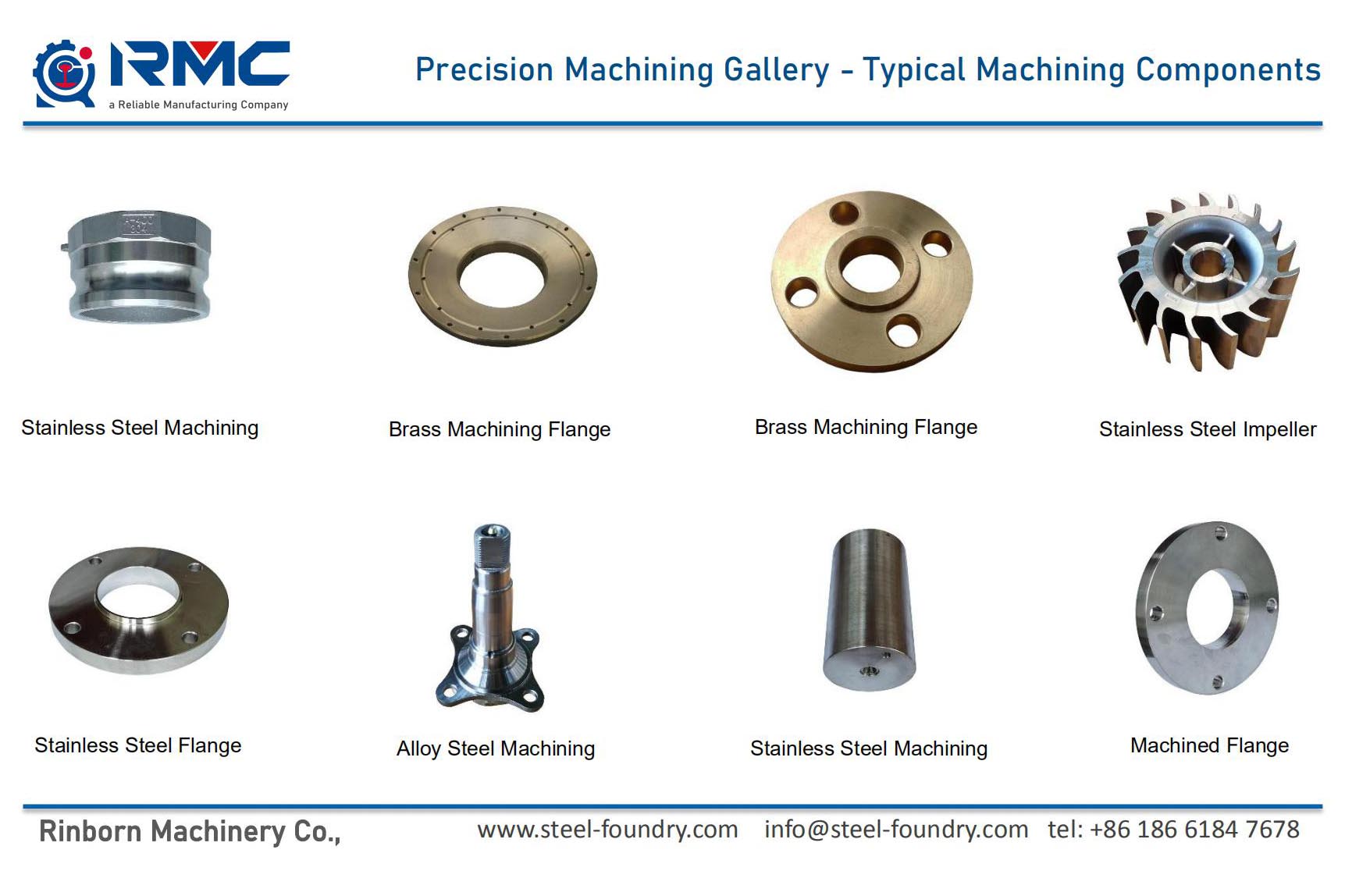
CNC-tarkkuuskoneistetut messinkituotteet menetetyllä vahavalulla, lämpökäsittelyllä ja pintakäsittelyllä suunnittelupiirustojesi ja ainutlaatuisten vaatimusten mukaisesti.
CNC-työstöviittaa koneistusprosessiin, joka etenee tietokoneistetulla numeroohjauksella (lyhyesti CNC). CNC auttaa sitä saavuttamaan korkean ja tasaisen tarkkuuden pienemmillä työkustannuksilla. Koneistus on mitä tahansa eri prosesseista, joissa raaka-aineen pala leikataan haluttuun lopulliseen muotoon ja kokoon ohjatulla materiaalinpoistoprosessilla. Prosessit, joilla on tämä yhteinen teema, ohjattu materiaalin poisto, tunnetaan nykyään kollektiivisesti vähentävänä valmistuksena, erotuksena kontrolloiduista materiaalinlisäysprosesseista, jotka tunnetaan additiivisena valmistuksena.
Se, mitä määritelmän "hallittu" osa tarkoittaa, voi vaihdella, mutta se tarkoittaa lähes aina työstökoneiden käyttöä (pelkän sähkötyökalujen ja käsityökalujen lisäksi). Tätä prosessia käytetään monien valmistukseenmetallityöstötuotteet, mutta sitä voidaan käyttää myös materiaaleihin, kuten puuhun, muoviin, keramiikkaan ja komposiitteihin. CNC-työstö kattaa monia erilaisia prosesseja, kuten jyrsintä, sorvaus, sorvaus, poraus, hionta, hionta jne.
Messinki kuuluukuparipohjainen seosja se on seos, joka koostuu kuparista ja sinkistä. Kuparista ja sinkistä koostuvaa messinkiä kutsutaan tavalliseksi messingiksi. Jos se on erilaisia seoksia, jotka koostuvat useammasta kuin kahdesta elementistä, sitä kutsutaan erikoismessingiksi. Messinki on kupariseos, jonka pääelementtinä on sinkki. Sinkkipitoisuuden kasvaessa lejeeringin lujuus ja plastisuus kasvavat merkittävästi, mutta mekaaniset ominaisuudet heikkenevät merkittävästi yli 47 %, joten messingin sinkkipitoisuus on alle 47 %. Valumessinki sisältää usein sinkin lisäksi seosaineita, kuten piitä, mangaania, alumiinia ja lyijyä.

| CNC-tarkkuustyöstöominaisuudet | ||||
| Palvelut | Määrä | Kokoalue | Vuotuinen kapasiteetti | Yleinen tarkkuus |
| Pystytyöstökeskus (VMC) | 48 sarjaa | 1500mm × 1000mm × 800mm | 6000 tonnia tai 300000 kappaletta | ±0,005 |
| Vaakakoneistuskeskus (VMC) | 12 settiä | 1200mm × 800mm × 600mm | 2000 tonnia tai 100 000 kappaletta | ±0,005 |
| CNC kone | 60 sarjaa | Max kääntöhalk. φ600mm | 5000 tonnia tai 600000 kappaletta | |
| Valun toleranssin kattava standardi: ISO 8062 2013, ISO 2768, GOST 26645 (Venäjä) tai GBT 6414 (Kiina). | ||||
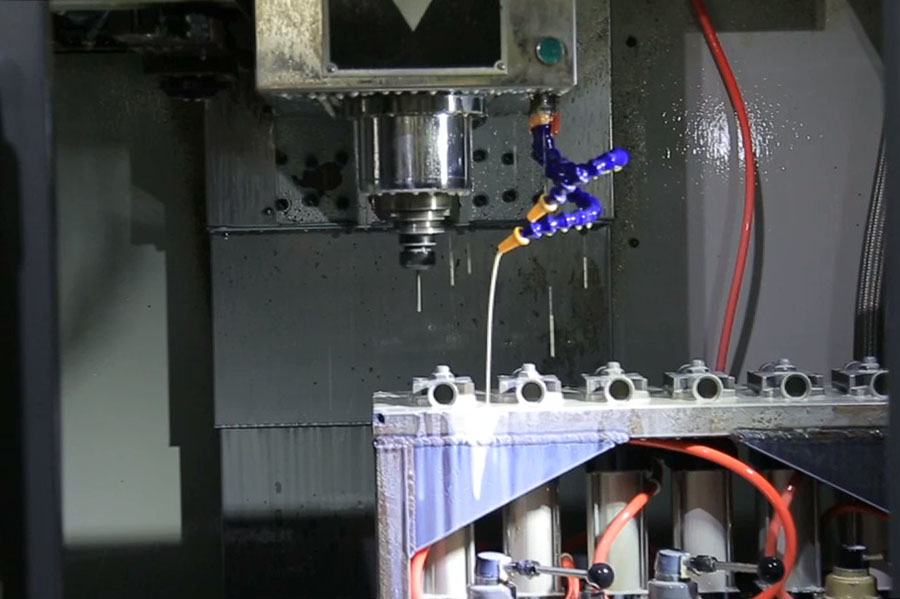
Koneistuskeskus on kehitetty CNC-jyrsinkoneesta. Suurin ero CNC-jyrsinkoneeseen on se, että koneistuskeskuksessa on mahdollisuus vaihtaa automaattisesti työstötyökaluja. Kun työkalumakasiiniin asennetaan työkaluja eri tarkoituksiin, voidaan automaattinen työkalunvaihtaja vaihtaa karan työstötyökalut yhdellä kiinnityksellä useiden työstöominaisuuksien toteuttamiseksi.
CNC-työstökeskus on korkeatehoinen automatisoitu työstökone, joka koostuu mekaanisista laitteista ja CNC-järjestelmästä ja soveltuu monimutkaisten osien käsittelyyn. CNC-työstökeskus on tällä hetkellä yksi laajimmin käytetyistä CNC-työstökoneista maailmassa, jolla on vahva kokonaisvaltainen työstökyky. Se voi suorittaa enemmän prosessointisisältöä sen jälkeen, kun työkappale on kiinnitetty kerralla. Käsittelyn tarkkuus on korkea. Erätyökappaleille, joiden työstövaikeus on keskitasoa, sen tehokkuus on 5-10 kertaa tavallisiin laitteisiin verrattuna, erityisesti se pystyy viimeistelemään Monet käsittelyt, joita ei voida suorittaa tavallisilla laitteilla, sopivat paremmin yksiosaiseen käsittelyyn, jossa on monimutkaisempi muoto ja korkeat tarkkuusvaatimukset tai useiden lajikkeiden pienten ja keskisuurten erien tuotantoon. Se keskittää kierteiden jyrsintä-, poraus-, poraus-, kierre- ja katkaisutoiminnot yhteen laitteeseen niin, että siinä on useita teknisiä keinoja.
| Kuparin, messingin ja pronssin laatuvertailu | |||||||
| RYHMÄT | AISI | W-stoff | DIN | BS | JIS | EN | ISO |
| KUPARI | C10200 | 2,0040 | OF Cu | C103 | C1020 | CW008A | Cu-OF |
| C11000 | 2,0060 | E-Cu57 | C101 | C1100 | CW004A | Cu-ETP | |
| - | 2,0065 | E-Cu58 | - | - | - | - | |
| C10300 | 2,0070 | SE Cu | - | - | CW021A | - | |
| C12200 | 2,0090 | SF Cu | C106 | C1220 | CW024A | Cu-DHP | |
| C12500 | - | Cu-FRTP | C104 | - | CR006A | - | |
| C70320 | 2,0857 | - | - | - | CW112C | CuNi3Si | |
| C14200 | 2.1202 | SB Cu | C107 | - | - | Cu-AsP | |
| - | 2,1356 | Cu Mn 3 | - | - | - | - | |
| - | 2.1522 | Cu Si2 Mn | - | - | - | - | |
| C16200 | - | C108 | - | - | CuCd1 | ||
| C18200 | - | CC101 | - | CW105C | CuCr1 | ||
| C191010 | - | - | - | CW109C | CuNi1Si | ||
| C70250 | - | CC102 | - | CW111C | CuNi2Si | ||
| C17200 | - | CB101 | - | CW101C | CuBe2 | ||
| C17300 | - | - | - | CW102C | CuBe2Pb | ||
| C17510 | - | - | - | CW110C | CuNi2Be | ||
| C17500 | - | C112 | - | CW104C | CuCo2Be | ||
| C15000 | - | - | - | CW120C | CuZr | ||
| C65100 | - | - | - | CW115C | CuSi2Mn | ||
| C65500 | - | CS101 | - | CW116C | CuSi3Mn1 | ||
| C14500 | - | C109 | - | CW118C | CuTeP | ||
| C14700 | - | C111 | - | CW114C | Kärki | ||
| C18700 | - | - | - | CW113C | CuPb1P | ||
| MESSINKI | C21000 | 2,0220 | CuZn5 | CZ125 | C2100 | CW500L | - |
| C22000 | 2,0230 | CuZn10 | Cz101 | C2200 | CW501L | - | |
| C23000 | 2,0240 | CuZn15 | CZ102 | C2300 | CW502L | - | |
| C24000 | 2,0250 | CuZn20 | CZ103 | C2400 | CW503L | - | |
| C25600 | - | CuZn28 | - | - | - | - | |
| C26000 | 2,0265 | CuZn30 | CZ106 | C2600 | CW505L | - | |
| C26800 | 2,0280 | CuZn33 | - | C2680 | CW506L | - | |
| C27200 | - | CuZn36 | - | - | - | - | |
| C27200 | 2,0321 | CuZn37 | CZ108 | C2700 | CW508L | - | |
| C27000 | 2,0335 | CuZn36 | CZ107 | C2700 | CW507L | - | |
| C28000 | 2,0360 | CuZn40 | CZ109 | C2800 | CW509L | - | |
| C33500 | - | CuZn37Pb0,5 | - | - | - | - | |
| C34000 | - | CuZn35Pb1 | CZ118 | C3501 | - | - | |
| C34500 | 2,0331 | CuZn36Pb1,5 | CZ119 | - | CW601N | - | |
| C34000 | 2,0331 | CuZn36Pb1,5 | CZ119 | C3501 | CW600N | - | |
| C35300 | 2,0371 | CuZn38Pb1,5 | CZ128 | - | - | - | |
| C36500 | 2,0372 | CuZn39Pb0,5 | CZ123 | - | CW610N | - | |
| C36000 | 2,0375 | CuZn36Pb3 | CZ124 | C3601 | CW603N | - | |
| C37700 | 2,0380 | CuZn39Pb2 | CZ 131 / (CZ128) | C3771 | CW612N | - | |
| C38500 | 2.0401 | CuZn39Pb3 | CZ121 | C3603 | CW614N | - | |
| C38000 | 2.0402 | CuZn40Pb2 | CZ122 | - | CW617N | - | |
| - | 2,0410 | CuZn44Pb2 | CZ130 | - | - | - | |
| C68700 | 2,0460 | CuZn20Al2 | CZ110 | - | - | - | |
| C44300 | 2,0470 | CuZn28Sn1 | CZ111 | - | - | - | |
| - | 2,0530 | CuZn38Sn1 | - | - | - | - | |
| - | 2,0550 | CuZn40Al2 | - | - | - | - | |
| - | 2,0561 | CuZn40Al1 | - | - | - | - | |
| - | 2,0572 | CuZn40Mn2 | CZ136 | - | CW723R | - | |
| C61400 | 2,0932 | CuAl8Fe3 | - | - | CW303G | - | |
| C63000 | 2,0966 | CuAl10Ni5Fe4 | CA104 | - | CW307G | - | |
| PRONSSI | C50700 | 2.1010 | CuSn2 | - | - | - | - |
| C51100 | 2.1016 | CuSn4 | PB101 | C5111 | CW450K | - | |
| C51000 | - | CuSn5 | PB102 | C5102 | CW451K | - | |
| C51900 | 2.1020 | CuSn6 | PB103 | C5191 | CW452K | - | |
| C52100 | 2.1030 | CuSn8 | PB104 | C5212 | CW453K | - | |
| - | - | CuSn10 | - | - | - | - | |
| - | - | CUSn11 | - | - | - | - | |
| - | - | CuSn12 | - | - | - | - | |
Koneistuskeskukset luokitellaan vaaka- ja pystysuoraan työstökeskuksiin niiden tila-aseman mukaan karatyöstössä. Luokiteltu prosessin käytön mukaan: poraus- ja jyrsintäkoneistuskeskus, yhdistelmäkoneistuskeskus. Erityisen toimintoluokituksen mukaan on: yksi työpenkki, kaksinkertainen työpöytä ja usean työpöydän työstökeskus. Koneistuskeskukset yksiakselisilla, kaksiakselisilla, kolmiakselisilla, neliakselisilla, viisiakselisilla ja vaihdettavilla päätueilla jne.
CNC-työstö on sellainen tarkkuustyöstö CNC-koneilla, kuten edistyneillä työstökeskuksilla, joissa on yläpäässä 5-akselinen työstökeskus, 4-akselinen kaksitasoinen työstökeskus tai CNC-sorvaussorvit, jotka voidaan myös kehittää CNC-sorvauskeskukseksi, jolla on mahdollisuus muuttaa enemmän yli 15 leikkuria yhden pitovuoron aikana; CNC-jyrsinkoneet ja CNC-poraus- ja kierrekeskukset. Teräsvalun tarkkuustyöstö eroaa teräsprofiilin työstyksestä. Tarkkuusvalulla on jo saavutettu melko tarkka haluttu muoto, joten se säästää paljon koneistusta verrattuna koneistukseen suoraan teräsprofiilista. Myös tästä syystä joudumme yleensä harkitsemaan työstöpinta ja oikea koneistusvara ennen valua. Säännöllinen hankintamme on raakavalupiirustuksen ja koneistuspiirustuksen laatiminen työstöalueen ja koneistusvaran määrittämiseksi piirustuksessa.
RMC investointivaluvalimo on varustettu 4-akselisilla työstökeskuksilla, 15 sarjalla CNC-sorveja ja 3 sarjaa cnc-jyrsinkoneita sekä yleisten monipuolisten sorvaus-, jyrsintä-, kierre-, poraus- ja hiomakoneiden lisäksi kyky työstää lähes kaikki erilaisia teräsvaluja.
Myös tarkkuustyöstöksi kutsuttu CNC-työstö voi saavuttaa erittäin suuren tarkkuuden geometrisessa toleranssissa ja mittatoleranssissa. CNC-koneillamme ja vaakasuuntaisilla koneistuskeskuksillamme (HMC) ja pystytyöstökeskuksillamme (VMC) pystymme täyttämään lähes kaikki vaaditut toleranssiarvot.
OminaisuudetInvestointivaluvalimo:
• Suurin koko: 1 000 mm × 800 mm × 500 mm
• Painoalue: 0,5 kg - 100 kg
• Vuotuinen kapasiteetti: 2 000 tonnia
• Liimamateriaalit Shell-rakennukseen: Silica Sol, vesilasi ja niiden seokset.
• Toleranssit: pyynnöstä.
EdutInvestointivalukomponentit:
- Erinomainen ja sileä pintakäsittely
- Tiukat mittatoleranssit.
- Monimutkaiset ja monimutkaiset muodot ja suunnittelun joustavuus
- Mahdollisuus valaa ohuita seiniä, joten se on kevyempi valukomponentti
- Laaja valikoima valumetalleja ja metalliseoksia (rauta- ja ei-rautametalliset)
- Muottien suunnittelussa ei vaadita vetoa.
- Vähennä toissijaisen koneistuksen tarvetta.
- Vähäinen materiaalihävikki.
| SIJOITUSVALUN TOLERANSSIT | |||
| Tuumaa | millimetriä | ||
| Ulottuvuus | Toleranssi | Ulottuvuus | Toleranssi |
| 0.500 asti | ±.004" | 12.0 asti | ± 0,10 mm |
| 0,500 - 1,000" | ±.006" | 12.0 - 25.0 | ± 0,15 mm |
| 1 000 - 1 500" | ±.008" | 25,0 - 37,0 | ± 0,20 mm |
| 1 500 - 2 000" | ±,010" | 37,0 - 50,0 | ± 0,25 mm |
| 2 000 - 2 500" | ±.012" | 50,0 - 62,0 | ± 0,30 mm |
| 2 500 - 3 500" | ±,014" | 62,0 - 87,0 | ± 0,35 mm |
| 3 500 - 5 000" | ±,017" | 87,0 - 125,0 | ± 0,40 mm |
| 5 000 - 7 500" | ±,020" | 125,0 - 190,0 | ± 0,50 mm |
| 7 500 - 10 000" | ±,022" | 190,0 - 250,0 | ± 0,57 mm |
| 10 000 - 12 500" | ±,025" | 250,0 - 312,0 | ± 0,60 mm |
| 12.500 - 15.000 | ±,028" | 312,0 - 375,0 | ± 0,70 mm |








{kind=link}